محصولات
دستگاه وایرکات یکی از پیشرفتهترین فناوریهای مورد استفاده در صنعت ماشینکاری دقیق است. این دستگاه با استفاده از یک سیم نازک و هدایت جریان الکتریکی، برشهای پیچیده و بسیار دقیق بر روی مواد مختلف ایجاد میکند. استفاده از وایرکات در صنایع مختلف، به ویژه در تولید قالبهای صنعتی و قطعات دقیق، به دلیل دقت بالا و امکان انجام برشهای پیچیده، به طور چشمگیری افزایش یافته است. در این مقاله، به بررسی اصول عملکرد، مزایا، معایب و کاربردهای دستگاه وایرکات پرداخته میشود.
ماشینکاری با تخلیه الکتریکی (Electrical Discharge Machining) که به اختصار EDM نامیده میشود، یکی از پیشرفتهترین و دقیقترین روشهای ماشینکاری در دنیای مدرن است. این فناوری انقلابی برای اولین بار در سال ۱۹۴۳ توسط دو دانشمند روسی به نامهای دکتر ب.ر. لازارنکو و دکتر ن.آی. لازارنکو اختراع شد. اولین دستگاه EDM با کنترل عددی (NC) توسط شرکت ژاپنی ماکینو ساخته شد.
آنچه این روش را از سایر روشهای ماشینکاری متمایز میسازد، عدم تماس فیزیکی ابزار با قطعه کار است. در EDM، ماده از طریق ایجاد جرقههای کنترلشده بین الکترود و قطعه کار در حضور یک سیال دیالکتریک حذف میشود. این ویژگی منحصربهفرد باعث میشود که قطعات با هر درجه سختی، از جمله فولادهای سخت شده، سوپرآلیاژها، تیتانیوم، هاستلوی و کاربید تنگستن، بدون ایجاد تنش مکانیکی قابل ماشینکاری باشند.
سیستم پایه EDM از یک الکترود (ابزار) و قطعه کار تشکیل شده است که به منبع تغذیه جریان مستقیم (DC) متصل میشوند و در یک سیال دیالکتریک قرار میگیرند. هنگامی که اختلاف پتانسیل بین ابزار و قطعه کار به اندازه کافی بالا باشد، دیالکتریک شکسته شده و یک جرقه گذرا از طریق سیال تخلیه میشود. این جرقه مقدار بسیار کمی از فلز را از سطح قطعه کار ذوب کرده و تبخیر میکند.
دمای جرقه در ناحیه پلاسما بین ۸۰۰۰ تا ۱۲۰۰۰ درجه سانتیگراد است. قطر جرقهها از چند میکرون تا ۱ میلیمتر متغیر بوده و توسط ژنراتور کنترل میشود. هر جرقه یک حفره میکروسکوپی روی سطح قطعه ایجاد میکند و تکرار میلیونها جرقه در ثانیه منجر به شکلگیری نهایی قطعه میشود.
سیال دیالکتریک نقش حیاتی در فرآیند EDM ایفا میکند و وظایف متعددی بر عهده دارد:
۱. ایجاد عایق الکتریکی: تا زمانی که ولتاژ به سطح کافی نرسیده باشد، سیال به عنوان عایق عمل میکند و از تخلیه زودهنگام جرقه جلوگیری مینماید.
۲. خنککاری: سیال به عنوان محیط خنککننده برای قطعه کار و الکترود عمل میکند و از گرم شدن بیش از حد آنها جلوگیری مینماید.
۳. شستشو و خارج کردن ذرات: سیال ذرات ریز حاصل از فرآیند ماشینکاری را شسته و از فضای بین الکترود و قطعه کار خارج میکند.
رایجترین سیالات دیالکتریک شامل روغنهای معدنی، نفت سفید و آب مقطر و دییونیزه هستند. سیالات شفاف با ویسکوزیته پایین نیز وجود دارند که اگرچه گرانتر هستند، اما تمیزکاری را آسانتر میکنند. دستگاههای EDM معمولاً به سیستم پمپ و فیلتراسیون برای سیال دیالکتریک مجهز هستند. ژل وایرکات تاثیر زیادی در تولید دی الکتریک لازم در محلول دارد .
فاصله بین ابزار و قطعه کار در فرآیند EDM بسیار حیاتی است. اگر این فاصله بیش از حد باشد، جرقه ایجاد نمیشود و اگر خیلی کم باشد، ابزار و قطعه کار به هم تماس پیدا کرده و اتصال کوتاه رخ میدهد. برای کنترل دقیق این فاصله، از یک سیستم سروومکانیزم استفاده میشود که به طور خودکار فاصله ثابتی را حفظ میکند.
این سیستم با مانیتورینگ ولتاژ بین الکترود و قطعه کار عمل میکند. اگر ولتاژ بیش از حد مرجع باشد، رام به سمت جلو حرکت میکند و اگر کمتر باشد، عقب میرود. حرکت میتواند توسط یک سیلندر هیدرولیک یا یک سرووموتور محرک مستقیم انجام شود.
ماشینهای EDM به سه دسته اصلی تقسیم میشوند:
۱. ماشینکاری با تخلیه الکتریکی قالبی (Sinker EDM)
این نوع که به عنوان Conventional EDM یا Ram EDM نیز شناخته میشود، از یک الکترود با شکل معکوس قطعه نهایی استفاده میکند. الکترود و قطعه کار در روغن یا سایر سیالات دیالکتریک غوطهور میشوند. جرقهها زمانی رخ میدهند که الکترود به سمت قطعه کار حرکت میکند و با هر جرقه، مقدار کمی از ماده حذف میشود.
این روش برای ایجاد حفرههای پیچیده، قالبهای تزریق پلاستیک و قالبهای آهنگری بسیار مناسب است. الکترودها معمولاً از گرافیت، مس، برنج یا تنگستن ساخته میشوند.
۲. ماشینکاری با تخلیه الکتریکی سیمی (Wire EDM)
در این روش، یک سیم فلزی نازک و تکرشتهای به عنوان الکترود استفاده میشود. این فرآیند شبیه برش با اره نواری است؛ سیم در حال حرکت در مسیری از پیش تعیین شده حرکت کرده و قطعه کار را برش میدهد.
جنس سیم: برنج، مس، تنگستن، مولیبدن یا سیمهای چندلایه
قطر سیم: حدود ۰.۳ میلیمتر برای برش زبر و ۰.۲ میلیمتر برای برش نهایی
کوچکترین قطر سیم امروزی: ۲۰ میکرومتر
دقت هندسی نزدیک به ۱± میکرومتر
کنترلر: دریافت برنامه، بررسی شبیهسازی و تنظیم پارامترهای برش
مرکز سیال دیالکتریک: کنترل فشار آب (معمولاً با کالیبراسیون خودکار)
مرکز سیم: نگهداری و تغذیه سیم مورد استفاده در فرآیند
نازلهای بالا و پایین: نگهداری سیم در حین فرآیند ماشینکاری
میز کار: محل قرارگیری قطعه کار
سیم بین دو راهنمای الماسی فوقانی و تحتانی نگهداری میشود که دقتی در حدود ۰.۰۰۴ میلیمتر دارند. راهنماها در صفحه X-Y حرکت میکنند و در ماشینهای مدرن، راهنمای فوقانی میتواند به طور مستقل در محورهای Z، U و V نیز حرکت کند که قابلیت برش اشکال مخروطی و انتقالی را فراهم میآورد.
این روش که به Hole Popper یا Super Drill نیز معروف است، برای ایجاد سوراخهای ریز در قطعات استفاده میشود. از یک الکترود لولهای توخالی (معمولاً برنجی یا مسی) استفاده میشود که سیال دیالکتریک از داخل آن عبور میکند.
قابلیتهای این روش:
قطر سوراخ: از ۰.۳ تا ۶.۱ میلیمتر
عمق تا ۱۰۰ میلیمتر در فولاد سخت شده در کمتر از ۱۰ ثانیه
نسبت عمق به قطر تا ۲۰۰:۱
قابلیت سوراخزنی در زوایای مختلف روی سطوح شیبدار
محورهای حرکتی در دستگاه EDM سیمی
محور X و Y: حرکت میز کار در دو جهت افقی
محور Z: حرکت عمودی راهنماها
محور U و V: حرکت مستقل راهنمای فوقانی برای ایجاد برشهای مخروطی
در ماشینهای پیشرفتهتر، محورهای اضافی مانند I، J، K و L نیز قابل کنترل هستند. ماشینهای ۵ محوره واقعی دارای یک شاخص گردان (rotary indexer) هستند که میتواند قطعه را حتی به طور همزمان در حین فرآیند برش بچرخاند.
تلرانس بسیار tight تا ۳ میکرون
قابلیت استفاده از سیم با قطر ۰.۰۰۱ اینچ
تلرانس زیر میکرون در برخی مدلها
مناسب برای قطعات بسیار ظریف و شکننده
قابلیت برش قطعات تا ارتفاع ۱۶ اینچ با صافی ۰.۰۰۰۵ اینچ در هر طرف
۱. ماشینکاری اشکال هندسی پیچیده: اشکال پیچیده و منحنیدار را میتوان در یک قطعه به جای چند قطعه جداگانه تولید کرد.
۲. تولید سریع و اقتصادی نمونههای اولیه: قابلیت ماشینکاری دقیق طرحهای پیچیده، هزینههای فیکسچر و ابزار را برای قطعات تولیدی کمتعداد حذف یا کاهش میدهد.
۳. ماشینکاری دقیق مواد پیشسخت شده: از آنجا که مواد سخت شده را میتوان با EDM ماشینکاری کرد، نیاز به عملیات حرارتی پس از ماشینکاری حذف شده و اعوجاج احتمالی جلوگیری میشود.
۴. ماشینکاری با تلرانس tight و بدون اعوجاج: نیروهای بسیار کم ماشینکاری امکان دستیابی به تلرانس تا ۲ میکرون را فراهم میکند. با اعمال تنش کم یا عدم اعمال تنش به قطعه، فقط بستن سبک قطعه ضروری است.
۵. ماشینکاری دقیق و اقتصادی مواد خاص: مواد خاص مانند سوپرآلیاژها، فولادهای درجه پزشکی، تیتانیوم، هاستلوی، کاربید تنگستن، مولیبدن، آلیاژهای آلومینیوم و مس همگی قابل ماشینکاری هستند.
۶. تکرارپذیری مطلق بین قطعات ماشینکاری شده: به دلیل عدم تماس بین سیم برش و سطح، هیچ سایش ابزاری وجود ندارد و میتوان بر روی هر قطعه ماشینکاری شده تکرارپذیری مطلق را به دست آورد.

با وجود مزایای فراوان، این روش محدودیتهایی نیز دارد:
۱. سرعت پایین برادهبرداری: در مقایسه با روشهای سنتی، نرخ حذف ماده پایین است.
۲. محدودیت در مواد قابل ماشینکاری: فقط مواد رسانا قابل ماشینکاری هستند و نمیتوان مواد نرم و عایق مانند چوب، نایلون، تفلون و لاستیک را برش داد.
۳. مشکل در ایجاد گوشههای تیز: به دلیل فرسایش الکترود، ایجاد گوشههای تیز بر روی قطعه کار دشوار است.
۴. نیاز به برق: دستگاه فقط با حضور برق قابل کارکرد است.
۵. عدم تفسیر مستقیم نقشهها: دستگاه قادر به تفسیر و دریافت مستقیم نقشه از نرمافزارهایی مانند CATIA، AutoCAD، SolidWorks و غیره نیست.
۶. خطر اتصال کوتاه: سیستم کنترل ممکن است به اندازه کافی سریع واکنش نشان ندهد و از تماس ابزار و قطعه کار جلوگیری نکند.
۷. مشکلات شستشو: عملکرد شستشو ممکن است برای بازیابی خواص عایقی دیالکتریک ناکافی باشد.
فرآیند EDM به طور گسترده در صنایع مختلف استفاده میشود:
قالبسازی: ساخت قالبهای تزریق پلاستیک، قالبهای آهنگری، قالبهای ضرب سکه
صنایع هوافضا: تولید قطعات پیچیده از سوپرآلیاژها با تلرانس بسیار tight
صنایع پزشکی: ساخت ابزارهای جراحی و ایمپلنتها
صنایع الکترونیک: تولید قطعات ظریف و دقیق
خودروسازی: ساخت قطعات پیچیده و قالبها
تولید نمونههای اولیه: ساخت سریع قطعات برای تست و ارزیابی
دستگاه وایرکات به دلیل دقت بالا و قابلیتهای خاصی که دارد، در صنایع مختلفی به کار گرفته میشود. برخی از کاربردهای اصلی آن عبارتند از:
در ساخت قالبهای صنعتی، دقت و کیفیت برش بسیار اهمیت دارد. دستگاه وایرکات به دلیل توانایی در ایجاد برشهای دقیق و پیچیده، به طور گسترده در این صنعت استفاده میشود. این دستگاه میتواند قالبهای پیچیده با ابعاد دقیق و با کیفیت بالا را تولید کند.
در صنعت هوافضا، استفاده از مواد سخت و سبک مانند تیتانیوم و سوپرآلیاژها رایج است. دستگاه وایرکات قادر است این مواد را با دقت بالا برش دهد و قطعات مورد نیاز برای ساخت هواپیماها و فضاپیماها را تولید کند.
در تولید قطعات دقیق خودرو، مانند اجزای موتور و سیستمهای انتقال نیرو، دقت و کیفیت برش بسیار مهم است. دستگاه وایرکات به دلیل دقت بالا و قابلیت برش مواد سخت، در صنعت خودروسازی کاربرد فراوان دارد.
در تولید قطعات الکترونیکی حساس و با ابعاد کوچک، وایرکات میتواند برشهای بسیار دقیق و با جزئیات بالا را ایجاد کند. این امر به ویژه در تولید قطعات نیمههادی و مدارهای الکترونیکی کاربرد دارد.
در تولید جواهرات پیچیده و با جزئیات بالا، وایرکات به دلیل دقت و توانایی در برش مواد با ارزش مانند طلا و پلاتین، به کار میرود.

یکی از ویژگیهای برجسته دستگاههای وایرکات، قابلیت برنامهریزی دقیق آنها برای برشهای مختلف است. اپراتورها با استفاده از نرمافزارهای CAD (طراحی به کمک کامپیوتر) مدلهای سهبعدی قطعات را طراحی میکنند. سپس این مدلها به زبان G-code تبدیل میشوند که دستگاه وایرکات میتواند آن را تفسیر کند. دستگاه وایرکات با خواندن این کدها، حرکات سیم و قطعه کار را کنترل میکند تا برشهای دقیق طبق طراحی انجام شود.
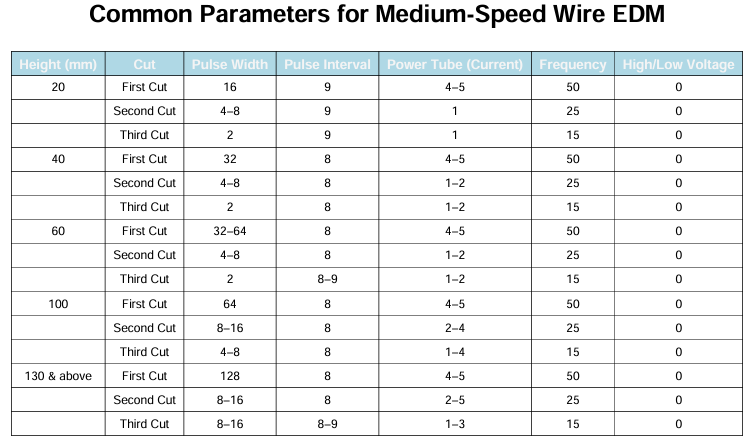
دستگاه های وایرکات برای کار نیاز به تنظیم پارامترهای خود دارند که نمونه پارامترهای زیر را میتوانید برای دستگاه خود آزمایش کنید این پارامترها بر اساس سرعت متوسط استخراج شده است:
استفاده از دستگاه وایرکات نیازمند رعایت نکات ایمنی خاصی است:
با پیشرفت فناوری و نیاز به دقت بالاتر در تولید قطعات صنعتی، دستگاههای وایرکات نیز بهروزرسانی و توسعه یافتهاند. انتظار میرود که در آینده نزدیک، دستگاههای وایرکات با دقتهای بیشتر و سرعتهای بالاتر در بازار موجود شوند. همچنین، استفاده از مواد جدید و بهبود فرآیندهای ماشینکاری میتواند کاربردهای این دستگاه را در صنایع مختلف گسترش دهد.